当前课程知识点:数控铣削加工 > 第二周 模块2:数控铣床操作 > 任务3:数控铣床面板操作 > 数控铣床对刀(图文)
数控铣床的对刀内容包括基准刀具的对刀和各个刀具相对偏差的测定两部分。对刀时,先从某零件加工所用到的众多刀具中选取一把作为基准刀具,进行对刀操作,再分别测出其他各个刀具与基准刀具刀位点的位置偏差值,如长度、直径等。这样就不必对每把刀具都进行对刀操作。如果某零件的加工仅需一把刀具就可以的话,则只对该刀具进行对刀操作即可。如果所要换的刀具是加工暂停时临时手工换上的,则该刀具的对刀也只需要测定出它与基准刀具刀位点的相对偏差,再将偏差值存入刀具数据库即可。有关多把刀具的偏差设定及意义,将在刀具补偿内容中说明,下面仅对基准刀具的对刀操作进行说明。
当工件以及基准刀具(或对刀工具)都安装好后,可按下述步骤进行对刀操作:先将方式开关置于“回参考点”位置,分别按下“+X”、“+Y”、“+Z”方向键,使机床进行回参考点操作,此时屏幕将显示对刀参照点在机床坐标系中的坐标,若机床原点与参考点重合,则坐标显示为(0,0,0)。
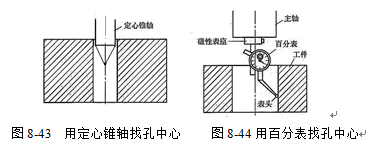
(1)以定心锥轴找小孔中心
如图8-43所示,根据孔径大小选用相应的定心锥轴,手动操作使锥轴逐渐靠近基准孔中心,手压移动Z轴,使其能在孔中上下轻松移动,记下此时机床坐标系中的X、Y坐标值,即为所找孔中心的位置。
(2)用百分表找孔中心
如图8-44所示,用磁性表座将百分表固定在机床主轴端面上,手动或低速旋转主轴。然后手动操作使旋转的表头依X轴、Y轴、Z轴的顺序逐渐靠近被测表面,用步进移动方式,逐步降低步进增量倍率,调整移动X、Y的位置,使得表头旋转一周时,其指针的跳动量在允许的对刀误差内(如0.02mm),记下此时机床坐标系中的X、Y坐标值,即为所找孔中心的位置。
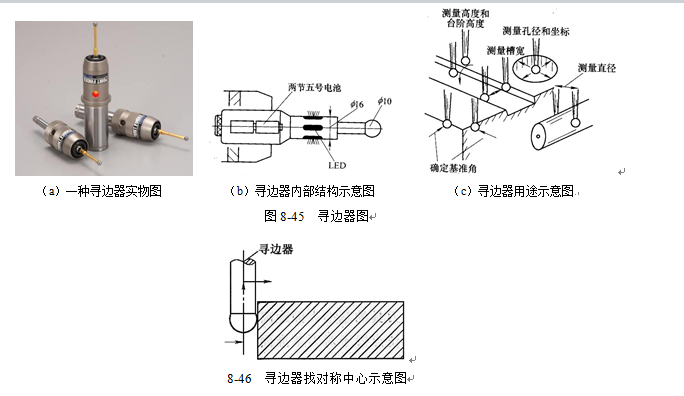
(3)用寻边器找毛坯对称中心
将寻边器和普通刀具一样装夹在主轴上,其柄部和触头之间有一个固定的电位差。当触头与金属工件接触时,即通过床身形成回路电流,寻边器上的指示灯就被点亮。逐步降低步进增量,使触头与工件表面处于极限接触(进一步即点亮,退一步则熄灭)状态,即认为定位到工件表面的位置处。寻边器型号规格很多,图8-45(a)所示为一种寻边器实物图,图8-45(b)为寻边器的内部结构示意图,图8-45(c)为寻边器的的用途示意图。
如图8-46所示,将寻边器先后定位到工件正对的两侧表面,记下对应边的X1、X2、Y1、Y2坐标值,则对称中心在机床坐标系中的坐标应是((X1+X2)/2,(Y1+Y2)/2)。
-任务1:认识数控铣削设备
--讨论1.1
--东芝事件(图文)
-任务2:数控铣床与加工中心常用夹具
--讨论1.2
-模块1 模块测试
--模块1 测试题
-任务1:安全操作规程
-任务2:安装刀具
-任务3:数控铣床面板操作
-模块2 模块测试
--模块2 测试题
-任务1:数控编程概述
--讨论3.1
-任务2:认识数控机床坐标系
--3.2.2 机床坐标系、机床零点、机床参考点和工件坐标系
-模块3 模块测试
--模块3 测试题
-任务1:学习数控系统功能指令
-任务2:学习与坐标有关的编程指令
-任务3:学习快速直给指令G00
--讨论4.1
-任务4:学习直线进给指令G01
-任务5:学习圆弧进给指令G02/G03
-任务6:学习基本指令编程
--讨论4.2
-任务7:学习进给暂停指令G04
-模块4 模块测试
--模块4 测试题
-任务1:刀具半径补偿指令编程
-任务2:刀具长度补偿指令及其用途
--讨论5.1
-模块5 模块测试
--模块5 测试题
-任务1:子程序编程
-任务2:比例缩放功能指令编程
-任务3:镜像功能指令编程
-任务4:旋转变换功能指令
-任务5:极坐标指令编程
-模块6 模块测试
--模块6 测试题
-任务1:学习孔加工基本工艺
--讨论7.1
-任务2:孔加工循环及其应用
-模块7 模块测试
--模块7 测试题
-试卷(一)