
当前课程知识点:数控铣削加工 > 课程考试 > 试卷(一) > 数控加工工艺基础(图文)
当零件的加工质量要求较高时,往往不可能用一道工序来满足其要求,而要用几道工序逐步达到所要求的加工质量。为保证加工质量和合理使用设备、人力,零件的加工过程通常按工序性质不同分为粗加工、半精加工、精加工和光整加工4个阶段。
粗加工阶段的任务是切除毛坯上大部分多余的金属,使毛坯在形状和尺寸上接近零件成品,因此主要目标是提高生产率。
半精加工阶段的任务主要是使主要表面达到一定的精度,留有一定的精加工余量,为主要表面的精加工(如精铣、精磨)做好准备,并可完成一些次要表面加工,如扩孔、攻螺纹、铣键槽等。
精加工阶段的任务是保证各主要表面达到规定的尺寸精度和表面粗糙度要求,主要目标是全面保证加工质量。
对零件上精度和表面粗糙度要求很高(IT6级以上,表面粗糙度为Ra0.2mm以下)的表面,需要进行光整加工,其主要目的是提高尺寸精度、减小表面粗糙度值。光整加工一般不用来提高位置精度。
零件到底要分为哪几个阶段加工,取决于零件表面质量、尺寸精度、形位精度的要求。后面的模块中,我们将结合具体的加工特征介绍各加工阶段具体能达到的加工精度。
(1)基面先行原则
用作精基准的表面应优先加工出来,因为定位基准的表面越精确,装夹误差就越小。例如,轴类零件加工时,总是先加工中心孔,再以中心孔为精基准加工外圆和端面。又如箱体类零件总是先加工定位用的平面和两个定位孔,再以平面和定位孔为精基准加工孔系和其他平面。
(2)先粗后精原则
各个表面的加工顺序按照粗加工→半精加工→精加工→光整加工的顺序依次进行,逐步提高表面的加工精度和减小表面粗糙度值。
(3)先主后次原则
零件的主要加工表面、装配基准面应先加工,从而能及早发现毛坯中主要表面可能出现的缺陷。次要表面可穿插进行,放在主要加工表面加工到一定程度后、最终精加工之前进行。
(4)先面后孔原则
对于箱体、支架类零件,平面轮廓尺寸较大,一般先加工平面,再加工孔和其他尺寸。用加工过的平面定位,稳定可靠。而且在加工过的平面上加工孔,比较容易进行,能提高孔的加工精度。特别是钻孔时,孔的轴线不易偏。
在数控铣床上加工的零件,一般按工序集中的原则划分工序。划分方法如下。
(1)按所用刀具划分
以同一把刀具完成的那一部分工艺过程为一道工序,这种方法适用于工件的待加工表面较多,机床连续加工时间较长,加工程序的编制和检查难度较大等情况。加工中心常用这种方法划分。
(2)按安装次数划分
以一次安装完成的那一部分工艺过程为一道工序,这种方法适用于加工内容不多的工件,加工完后就能达到待检状态。
(3)按粗、精加工划分
即以粗加工中完成的那部分工艺过程为一道工序,精加工中完成的那一部分工艺过程为一道工序。这种方法适用于加工后变形较大,需粗、精加工分开的零件,如毛坯为铸件、焊接件或锻件。
(4)按加工部位划分
即以完成相同型面的那一部分工艺过程为一道工序,对于加工表面多而复杂的零件,可按其结构特点(如内形、外形、曲面、平面等)划分成多道工序。
数控铣床主轴转速较普通铣床的主轴转速高1~2倍,某些特殊用途的主轴转速高达每分钟数万转,因此,数控铣床所用刀具的强度与耐用度至关重要。一般来说,数控加工刀具应具有较高的耐用度和刚度,有良好的断屑性能和可调节、易更换等特点。刀具材料应有足够的韧性。
数控铣床铣削平面时,应选用不重磨硬质合金端铣刀或立铣刀。铣削大平面时,一般选用端铣刀。粗铣时选用较大的刀盘直径和刀头宽度可以提高加工效率,但刀具直径大,切削力也大。故当加工余量大且不均匀时,刀盘直径应选小些。精加工时,直径要选大些,使刀头的旋转切削直径最好能包容加工面的整个宽度。
加工凸台、凹槽和箱口面主要用立铣刀和镶硬质合金的面铣刀。铣削时先铣槽中间部分,然后再铣槽的两边。
铣削平面零件的内外轮廓一般采用立铣刀。刀具的结构参数参考如下:
① 刀具半径R应小于零件内轮廓的最小曲率半径r,一般取R=(0.8~0.9)r;
② 零件的加工高度H≤(1/4~1/6)R,以保证刀具有足够的刚度。铣削型面和变斜角轮廓外形时常用球头刀、环形刀、彭形刀和锥形刀。
数控铣床的切削用量包括:铣削速度、进给速度、背吃刀量和侧吃刀量。从刀具耐用度出发,切削用量的选择方法:先选取背吃刀量或侧吃刀量,其次确定进给速度,最后确定铣削速度。
1.背吃刀量(端铣)或侧吃刀量(圆周铣)
背吃刀量ap为平行于铣刀轴线测量的切削层尺寸,单位为mm。端铣时,ap为切削层深度;而圆周铣时,ap为被加工表面宽度。
侧吃刀量ae为垂直于铣刀轴线测量的切削层尺寸,单位为mm。端铣时,ae为被加工面表面宽度;而圆周铣时,ae为切削层深度。
背吃刀量或侧吃刀量的选取主要由加工余量和表面质量要求决定。
① 在工件表面粗糙度值要求为Ra(12.5~25)mm时,如果圆周铣削的加工余量小于5mm,端铣的加工余量小于6mm,粗铣一次就能达到要求。但在余量较大、工艺系统刚性较差或机床动力不足时,可分两次进给完成。
② 在工件表面粗糙度值要求为Ra(3.2~12.5)mm时,可分粗铣和半精铣两次。粗铣时背吃刀量或侧吃刀量选取同前。粗铣后留0.5~1.0mm余量,在半精铣时切除。
③ 在工件表面粗糙度值要求为Ra(0.8~3.2)mm时,可分粗铣、半精铣、精铣三步进行。半精铣时背吃刀量或侧吃刀量取1.5~2mm;精铣时圆周铣侧吃刀量取0.3~0.5mm,面铣刀背吃刀量取0.5~1.0mm。
2.进给速度
进给速度vf是单位时间内工件与铣刀沿进给方向的相对位移,单位为mm/min,它与铣刀转速n、铣刀齿数z及每齿进给量fz(单位为mm/r)的关系为
vf=fzzn
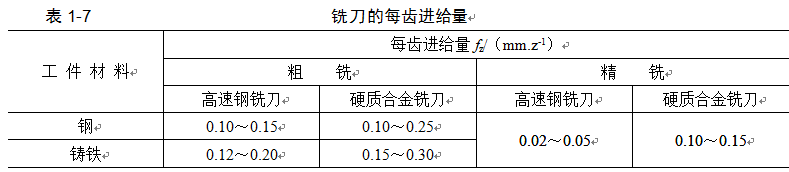
每齿进给量fz的选取主要取决于工件材料的力学性能、刀具材料、工件表面粗糙度等因素。工件材料的强度和硬度越高,fz越小,反之则越大。硬质合金铣刀的每齿进给量高于同类高速钢铣刀。工件表面粗糙度越高,fz越小。每齿进给量的确定可参考表1-7。工件刚性较差时取小值。
3.铣削速度
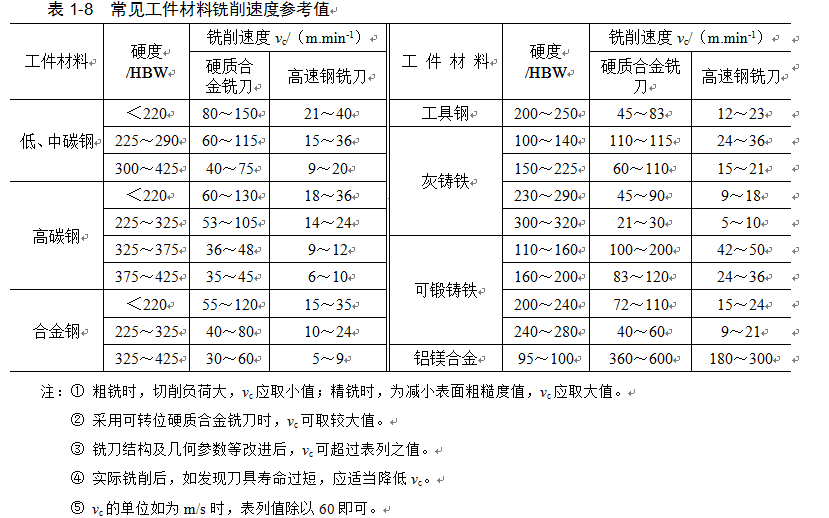
表1-8所示为加工常见材料时参考的铣削速度。需要说明的是,确定铣削速度之前,首先应确定刀具寿命。影响刀具寿命的因素很多,包括铣刀类型、结构、几何参数、工件材料性能、毛坯状态、加工要求、铣削方式,甚至机床状态等。因此,表1-8中的数据仅供参考。
当背吃刀量ap和进给量确定后,应根据铣刀寿命和机床刚度,选取尽可能大的切削速度,但所确定的切削速度只能作为实际应用中的初值。操作者和工艺技术人员应在具体生产条件下,经过试验、分析,找出切削用量的最佳组合数值。一般而言,经过一段时间的摸索,对工厂常见材料和刀具的使用均会找出较佳的切削用量经验值。
-任务1:认识数控铣削设备
--讨论1.1
--东芝事件(图文)
-任务2:数控铣床与加工中心常用夹具
--讨论1.2
-模块1 模块测试
--模块1 测试题
-任务1:安全操作规程
-任务2:安装刀具
-任务3:数控铣床面板操作
-模块2 模块测试
--模块2 测试题
-任务1:数控编程概述
--讨论3.1
-任务2:认识数控机床坐标系
--3.2.2 机床坐标系、机床零点、机床参考点和工件坐标系
-模块3 模块测试
--模块3 测试题
-任务1:学习数控系统功能指令
-任务2:学习与坐标有关的编程指令
-任务3:学习快速直给指令G00
--讨论4.1
-任务4:学习直线进给指令G01
-任务5:学习圆弧进给指令G02/G03
-任务6:学习基本指令编程
--讨论4.2
-任务7:学习进给暂停指令G04
-模块4 模块测试
--模块4 测试题
-任务1:刀具半径补偿指令编程
-任务2:刀具长度补偿指令及其用途
--讨论5.1
-模块5 模块测试
--模块5 测试题
-任务1:子程序编程
-任务2:比例缩放功能指令编程
-任务3:镜像功能指令编程
-任务4:旋转变换功能指令
-任务5:极坐标指令编程
-模块6 模块测试
--模块6 测试题
-任务1:学习孔加工基本工艺
--讨论7.1
-任务2:孔加工循环及其应用
-模块7 模块测试
--模块7 测试题
-试卷(一)